缩水是纺织品在一定状态经过洗涤、脱水、干燥等过程发生长度或宽度变化的一种现象。 缩水程度涉及不同种类的纤维、织物的结构、织物加工时所受之不同外力作用等等,有着不同的的表现。
 缩水率最小的是合成纤维及混纺织品,其次是毛织品、麻织品、棉织品居中,丝织品缩水较大,而最大的是粘胶纤维、人造棉、人造毛类织物。客观的讲,全棉面料多少都存在着缩水褪色的问题,关键是后面的整理。所以一般家纺的面料都是经过预缩处理。值得注意的是经过预缩处理不等于不缩水,而是指缩水率控制在国标3%-4%以内。因此,在选购酒店布草时,除了对织物的质量、色泽、花型进行挑选外,对织物的缩水率也应当有所了解。
缩水率最小的是合成纤维及混纺织品,其次是毛织品、麻织品、棉织品居中,丝织品缩水较大,而最大的是粘胶纤维、人造棉、人造毛类织物。客观的讲,全棉面料多少都存在着缩水褪色的问题,关键是后面的整理。所以一般家纺的面料都是经过预缩处理。值得注意的是经过预缩处理不等于不缩水,而是指缩水率控制在国标3%-4%以内。因此,在选购酒店布草时,除了对织物的质量、色泽、花型进行挑选外,对织物的缩水率也应当有所了解。
一、面料缩水现象的原因
1、纤维在纺纱时,或纱线在织造及染整时,织物中之纱线纤维受外力作用而伸长或变形,同时纱线纤维及织物结构产生内应力,在静态干松弛状态,或静态湿松弛状态,又或在动态湿松弛状态、全松弛状态下,不同程度内应力之释放,使纱线纤维及织物回复至初始状态。
2、不同的纤维及其织物,其缩水程度都不同,主要取决于其纤维的特性-亲水性纤维的缩水程度较大,例如棉、麻、粘胶等纤维;而疏水性纤维的缩水程度较少,例如合成纤维等。
3、纤维在润湿状态时,因浸液的作用下产生膨化,令纤维直径变大,如在织物上,迫使织物之交织点之纤维曲率半径增加,引致织物长度缩短。例如棉纤维在水的作用下膨化,横截面积增大40~50%,长度增加1~2%,而合成纤维则对热收缩,如沸水收缩等,一般5%左右。
4、纺织纤维受热条件下,纤维的形态及尺寸发生变化及收缩,降温后亦不能回复到初始状态,称为纤维热收缩。而热收缩前与热收缩后的长度百分比称为热收缩率,一般以沸水收缩测试,在100℃沸水中,纤维长度收缩的百分率作表示;亦有用热空气方式,在超过100℃
二、面料产生缩水的因素
1、织物的原材料不同,缩水率不同。 一般来说,吸湿性大的纤维,浸水后纤维膨胀,直径增大,长度缩短,缩水率就大。如有的粘胶纤维吸水率高达13%,而合成纤维织物吸湿性差,其缩水率就小。
2、纱(线)是由纤维通过加捻绕纱轴排列而成,它在水中的尺寸变化,除了与纤维的本性有关外,还与其结构如捻度、紧密程度等有关。一般而言,织物纱支粗细不同,缩水率也不同。纱支粗的布缩水率就大,纱支细的织物缩水率就小。
3、织物的密度不同,缩水率也不同。 如经纬向密度相近,其经纬向缩水率也接近。经密度大的织品,经向缩水就大,反之,纬密大于经密的织品,纬向缩水也就大。一般情况下,高密度织物的尺寸稳定性要优于低密度的。
4、织物生产工艺不同,缩水率也不同。 一般来说,织物在织造和染整过程中,纤维要拉伸多次,加工时间长,施加张力较大的织物缩水率就大,反之就小。为了控制布料的门幅,在实际工艺中,我们一般用预缩水来解决这个问题(前文后整理有讲)。
5、洗涤护理,包括洗涤、干燥、熨烫,这三步每一步都会影响到织物的缩水。例如手洗的尺寸稳定性要优于机洗的,而洗涤的温度同样会影响其尺寸稳定性。一般而言,温度越高,稳定性越差。
根据织物的成分选择一个合适的熨烫温度,也可以改善织物的缩水情况。例如,棉麻织物可以通过高温熨烫改善其尺寸缩率。但并非温度越高越好。对于合成纤维来说,高温熨烫非但不能改善它的缩率,反而会对它的性能有所破坏,如面料发硬发脆等。
一般面料的缩水率
“缩水率”的正式称呼为“水洗尺寸变化率”,是指纺织物在洗涤或浸水后收缩的百分数。
缩水率=(洗涤前尺寸-洗涤后尺寸)/洗涤前尺寸×100%
一般情况下
棉4%--10%;
棉丝光平纹布:缩水率经向3.5%,纬向3.5%;
斜纹布为4%;
棉丝光斜纹布:缩水率经向4%,纬向3%;
棉本光平布:缩水率经向6%,纬向2.5%;
棉涤3.5%--5 5%;
化纤4%--8%;
酒店纺织品缩水率
酒店纺织品缩水率可参照
GB/T 8628 纺织品 测定尺寸变化的试验中织物试样和服装的准备、标记和测量(GB/T 8628-2001,eqvISO3759:1994)
GB/T 8629 纺织品 试验用家庭洗涤和干燥程序(GB/T 8629-2201,eqvISO6330:2000)
GB/T 8630 纺织品 洗涤和干燥后尺寸变化的测定(GB/T 8630-2002,ISO 5077:1984,MOD)
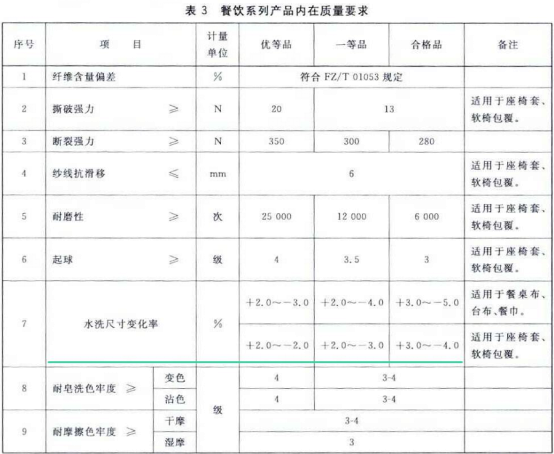
GB/T 22800-2009 星级旅游饭店用纺织品(下图)4.3.1 内在质量